![]()
Вероятно, что представленная здесь схема адекватно отражает электросхемы следующих станков: 6Т82Г, 6T82, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш
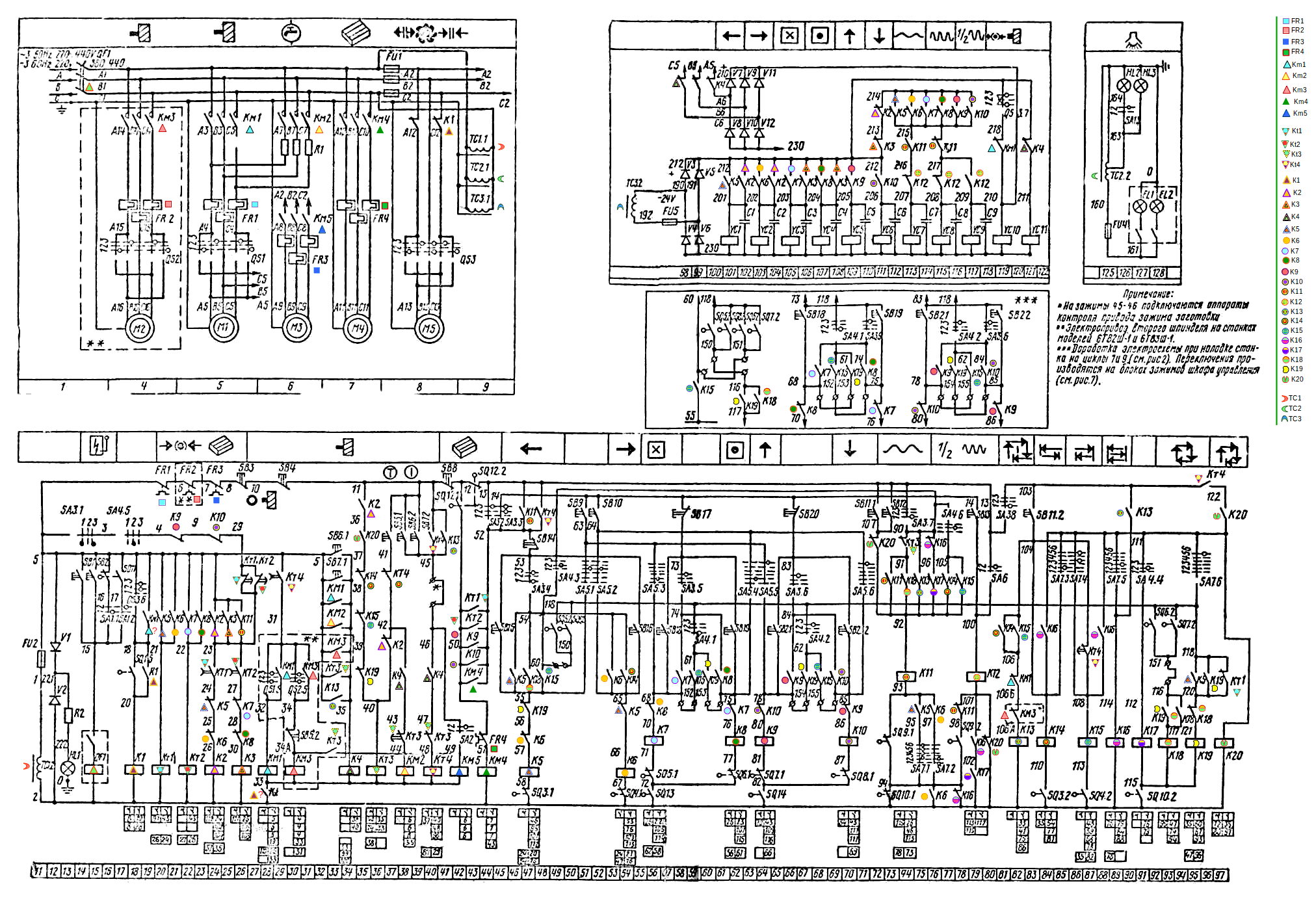
В электросхеме с множеством однотипных элементов трудно разбираться. Чтобы было легче находить нужный элемент на схеме, а также отличать элементы, обозначенные одинаково, я добавил к обозначениям цветные геометрические фигуры. Одинаковые фигуры означают, что элементы рядом с ними относятся к одному устройству (например, контактору, реле или переключателю). Я называю эту технологию колористикой. Схему, с которой я сделал колористику, а также описание я скачал здесь. Описание я сделал в двух вариантах:
Привод главного движения осуществляется от асинхронных электродвигателей трехфазного переменного тока с короткозамкнутым ротором, обозначенных на схеме M1 и М2 (рис.2). Электродвигатель М2 установлен только на станках моделей 6Т82Ш-1 и 6Т83Ш-1. Тип электродвигателей и их технические характеристики приведены в табл.5.
Защита электродвигателей М1 и М2 от токов короткого замыкания производится выключателем QF1 (табл.4), от кратковременных перегрузок - тепловыми реле FR1 и FR2. Технические характеристики тепловых реле FR1 и FR2 приведены в табл.7.
Пуск приводов шпинделей производится нажатием кнопок SB6 или SВ7. При нажатии кнопок включается реле К4, которое своим контактом через второй замыкающий контакт кнопки включает реле времени КТ4. Реле КТ4 своими замыкающими контактами становится на самопитание и включает пускатели КМ1, КМЗ, КМ4. Пускатели KM1, КМ3 обеспечивают питание реле К4 и подключают двигатели M1, М2 и М4 к сети.
Останов приводов шпинделей производится кнопками SВ3 и SB4 "Bce стоп".
Электрической схемой предусмотрено автоматическое торможение приводов шпинделей. В качестве тормозов используются электромагнитные муфты, обозначенные по схеме С10 и С11.
Питание муфт С10 и С11 осуществляется за счет ЭДС самоиндукции электродвигателей M1 и М2 при их останове, через размыкающие контакты реле К4 и трехфазные выпрямители V7...V17 (см.строки 2,3, 4 и 98...103).
Импульсное включение электродвигателя М1 во время переключения скорости вращения главного привода производится кнопкой SB5. При нажатии кнопки включается реле К4, которое своими размыкающими контактами отключает цепи торможения шпинделей, а замыкающий контакт включает пускатель КМ2. Пускатель КМ2 через резистор R1 подключает электродвигатель M1 к электросети. Отключение пускателя КМ2 производится размыкающим контактом реле времени КТ3. Время импульсного включения электродвигателя M1 определяется выдержкой времени размыкающего контакта реле КТЗ (см.строки 32...38).
Для изменения направления вращения и отключения электродвигателей M1 и М2 в их силовых цепях установлены реверсивные переключатели QS1 и QS2.
ВНИМАНИЕ! ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ ВРАЩЕНИЯ ШПИНДЕЛЕЙ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННЫХ ЭЛЕКТРОДВИГАТЕЛЯХ М1 И М2. Привод перемещения стола
Перемещение стола осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным на схеме М4. Тип электродвигателя и его техническая характеристика приведены в табл.5.
Защита электродвигателя М4 от токов короткого замыкания производится выключателем QF1 (см.табл.4), от кратковременных перегрузок тепловым реле FR4. Техническая характеристика и тип реле FR4 приведены в табл.7.
Включение и отключение электродвигателя стола М4 в ручном и автоматическом режимах управления производится контактом КТ4 при включении привода шпинделя через контакты реле направления движения стола или контактом реле К11 при включении быстрого хода стола.
В толчковом режиме управления включение двигателя стола производится контактами реле при включении направления движения стола, причем пускатель КМ4 становится на самопитание.
Отключение электродвигателя стола производится кнопкой SB8 "Стол стоп" и кнопками SB3, SB4 "Все стоп".
Направление и скорость перемещения стола определяется включением электромагнитных муфт YC1...YC9.
Кнопки SB14, SB15, SB16, реле К5, К6 и муфты YC1,YC2 обеспечивают управление продольным перемещением стола.
Кнопки SB17, SB18, SB19, реле К7, К8 и муфты YC3,YC4 обеспечивают управление поперечным перемещением стола.
Кнопки SB20, SB21, SB22, реле К9, K10 и муфты YC5, YC6 обеспечивают управление вертикальным перемещением стола.
При управлении с бокового пульта направление движения стола выбирается переключателем SA5, а включение и останов производится кнопками SВ8, SB9, SB10.
Кнопки SB11, SB12, реле K11 и муфта YC7 обеспечивают быстрый ход при предварительно включенном направлении движения стола.
Кнопка SB13, переключатель SA6 и муфта YC9 обеспечивают замедленный ход при включенном направлении движения стола.
Быстрое и замедленное перемещение стола возможно только при воздействии на соответствующие кнопки управления или включенном SA6.
Для ограничения свободных выбегов стола при отключении продольного и поперечного ходов схемой предусмотрено торможение противовключением. При включении реле направлений К5...К8 через их контакты включаются реле времени КT1, КТ2, замыкающие контакты которых подготавливают цепи включения реле К2, КЗ. После отключения реле К5...К8 через их контакты и контакты реле KT1, KT2 включаются реле К2, КЗ. Реле К2, КЗ своими контактами подключают муфты противоположных направлений на время выдержки реле KT1, KT2 равной 0,3 - 0,4 с. Во время торможения муфты YС7, YC8, YC9 блокируются размыкающими контактами реле К2, К3, за счет чего получается надежный разрыв кинематической цепи на время торможения (см.строки 20...26, 101, 111).
Привод зажима инструмента осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М5. Тип и технические характеристики двигателя приведены в табл.5.
Защита электродвигателя от токов короткого замыкания производится плавкими предохранителями FU1 (табл.2).
Включение привода на зажим и отжим производится переключателем QS3, расположенным на боковом пульте управления. Переключатель QS3 на три положения с самовозвратом в среднее фиксированное положение.
Охлаждение режущего инструмента производится от центробежного вертикального насоса с асинхронным электродвигателем трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М3. Тип насоса и электрическая характеристика двигателя приведены в табл.5.
Защита двигателя насоса от токов короткого замыкания производится плавкими предохранителями FU1, от кратковременных перегрузок тепловым реле FR3. Тип и техническая характеристика реле FR3 приведены в табл.7.
Включение насоса производится переключателем SA2 и замыкающими контактами реле КМ5 при включении привода шпинделя.
В режиме ручного управления электрическая схема обеспечивает управление приводами станка от кнопок, включение и отключение приводов описано выше CM.6.1...6.4.
При установке на станке круглого стола, связанного с кинематикой привода стола, электрическая схема в ручном режиме управления обеспечивает управление круглым столом. Для описания ручного режима управления рассмотрим работу станка при движении стола влево. Перед пуском приводов станка необходимо выполнить ряд вспомогательных операций:
Пуск двигателей шпинделя и стола производится кнопками SB6 или SB7.
Пуск привода стола влево в режиме рабочего хода производится кнопкой SB15, при воздействии на которую включается реле К5. Реле К5 замыкающими контактами включает реле КT1, муфты YC1; YC8. Стол движется влево в режиме рабочего хода.
При воздействии на кнопки SB11 или SB12 включается реле К11, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту быстрого хода YC7. Стол получает движение в том же направлении в режиме быстрого хода. При освобождении кнопок SB11 или SB12 реле K11 и муфта YC7 отключаются, а муфта YC8 включается, вследствие чего стол продолжает движение в том же направлении в режиме рабочего хода.
При включенном переключателе SA6 или воздействии на кнопку SB13 включается реле K12, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту замедленного хода YC9. Стол движется в том же направлении в режиме замедленного хода. При освобождении кнопки SB13 или переключении переключателя SA6 в нулевое положение реле K12 отключается. Стол переходит в режим рабочей подачи. Величина замедленного хода равна половине установленной скорости перемещения стола.
Останов привода стола производится кнопками SB8, SB14 или кнопками SB3, SB4 одновременно с отключением привода главного движения. При одновременном отключении приводов привод главного движения отключается позднее привода стола на 1..1,5 секунды. Выдержку времени обеспечивает реле времени КТ4 своим контактом.
Управление приводом стола в других направлениях аналогично выше описанному.
Режим толчкового управления обеспечивает те же операции управления столом, что и ручной режим. В этом режиме перемещение стола возможно только при воздействии на пусковые кнопки.
Режим толчкового управления предназначен для наладки станка, точного подвода заготовки при включенном и отключенном главном приводе, а также для обработки по криволинейным образующим на малых скоростях перемещения стола.
При установке добавочных кулачков, воздействующих на путевой выключатель SQ9, SQ10 циклы а, б, в, г преобразуются в скачкообразные циклы типа: быстрый ход, рабочий ход, быстрый ход, рабочий ход и так далее.
При включенном переключателе SA6 все циклы преобразуются в циклы с замедлением рабочего хода при врезании.
Для того, чтобы настроить станок на какой-либо цикл, необходимо по обрабатываемой детали расставить кулачки, воздействующие на путевые выключатели SQ3...SQ10. В зависимости от цикла обработки стол отвести в крайнее положение, ограничивающий ход стола выключатель должен быть нажат.
Переключатель SАЗ установить в режим автоматического управления, а переключатель SА7 установить в положение выбранного цикла. При работе станка по рамочным циклам переключатель SА7 устанавливается в положение "рамка", а переключателем SA4 выбирается необходимый вид рамки, в других циклах SA4 устанавливается в положение "О".
При наладке станка на циклы "Ж" и "К" в станции управления необходимо произвести следующие переключения по доработке, приведенной в принципиальной электросхеме:
Для описания работы электросхемы станка в автоматическом режиме управления рассмотрим цикл "простой влево с реверсом".
Работа станка по циклу начинается с зажима заготовки, после чего нажимается кнопка быстрого хода SB11.
При нажатии кнопки SB11 включается реле К15, через замыкающий контакт путевого выключателя SQ4.2. Реле К15 своими замыкающими контактами включает реле К5, К11, К13 (см. строки 48, 78, 82).
Реле К5 включает муфту YC1, реле времени КT1 становится на самопитание и подготавливает цепи включения муфт YС7, YС8, YC9 (см.строки 20, 46, 101, 112). Реле К11 включает муфту YС7 и становится на самопитание.
Реле цикла К13 своими замыкающими контактами включает реле автоматики - К20, реле К4 и КТ4. Реле К4 и КТ4 обеспечивают включение приводов стола, после чего стол начинает движение со скоростью быстрого хода влево. Реле К20 обеспечивает необходимые блокировки в режиме автоматического управления (см. строки 35, 72, 80, 97).
При движении стола влево нажимается путевой выключатель SQ9, который своим размыкающим контактом отключает реле К11. Муфта YС7 отключается, а муфта YС8 включается, вследствие чего стол переходит на режим рабочей подачи. Если переключатель SA6 поставлен в режим "замедленная подача", то замыкающий контакт выключателя SQ9 включит реле К12, которое обеспечит цепь включения муфты замедленного хода YC9 на время воздействия кулачка на выключатель SQ9. После освобождения выключателя SQ9 стол продолжает движение влево в режим рабочей подачи. При дальнейшем движении стола нажимается путевой выключатель SQ3, который ограничивает ход стола влево и включает реле К14 (см. строки 47, 84). Реле К14 включит быстрый ход стола вправо (см.строки 54, 77). Отключается быстрый ход ограничивающим движение вправо путевым выключателем SQ4. После отключения быстрого хода происходит торможение перебегов стола и отключение главного привода контактом реле КТ4, после чего отключается привод стола и происходит торможение главного привода. Цикл окончен.
Цикл "Простой вправо с реверсом" аналогичен выше описанному.
Для получения циклов скачкообразных добавляется комплект кулачков, которые воздействуют на выключатели SQ3 и SQ4, а схема работает следующим образом.
При движении стола влево со скоростью подачи нажимается выключатель SQ10, контакт которого включит реле К17. Реле К17 включает реле К11, а реле К11 отключит муфту подачи и включит муфту быстрого хода. Стол продолжит движение влево на быстром ходу. По ходу влево повторно нажимается выключатель SQ9, который отключит быстрый ход и включит рабочую подачу. Далее схема описана выше.
В простых циклах "Простой влево" и "Простой вправо" работа схемы полностью соответствует первой части реверсивных циклов. Так как реле реверсивных циклов К14 и К15 отключены переключателем SA7. то окончание циклов и отключение приводов производятся ограничивающими выключателями хода стола левого - SQ3, правого - SQ4. Причем, отключение может быть произведено как после рабочей подачи, так и после быстрого хода.
Для обеспечения работы станка до маятниковому циклу в схеме изменены функции выключателя SQ10 И введено реле маятникового цикла К16.
Маятниковый цикл включается при любом крайнем положении стола. При включении цикла с быстрым ходом влево выключатель SQ9.1 шунтируется контактом реле К5 (см.строки 75, 73), а быстрый ход отключает выключатель SQ10.1, после чего движение стола переходит в режим рабочей подачи. Замедление при врезании обеспечивается контактами реле К16 и К17 (см.строка 76). Ограничение движения стола в режиме подачи и реверс на быстрый ход вправо обеспечивает выключатель SQ3. При быстром ходе вправо контактом реле К6 шунтируется выключатель SQ10.1, отключение быстрого хода и включение рабочей подачи обеспечивается выключателем SQ9.1. Ограничение движения стола в режиме рабочей подачи и реверс на быстрый ход влево обеспечивается выключателем SQ4. Остановку цикла производить предпочтительно в крайних положениях стола кнопками SB3 И SB4.
Для обеспечения работы станка по рамочным циклам в схему введены реле К18, К19 и переключатель SA4.
Начало цикла соответствует циклу "Простой вправо с реверсом".
При ограничении рабочего хода вправо выключателем SQ4 реле К15 своими контактами (см.строки 59, 68) включает рабочую подачу вперед (вниз). Отключается подача вперед (вниз) путевыми ограничивающими выключателями SQ5 (SQ8). Одновременно выключатели SQ5 (SQ8) включают рабочую подачу влево (см. строки 48, 49, 50). При движении стола влево в режиме подачи нажимается путевой выключатель SQ10, который своим контактом (см.строки 91, 95) включает реле К19. Реле К19 своими контактами (см.строки 47, 60, 67) отключает подачу влево и включает подачу назад (вверх). Отключается подача назад (вверх) ограничивающими путевыми выключателями SQ6 (SQ7), одновременно выключатели SQ6 (SQ7) включают реле К18. Реле К18 своими контактами (см. строки 93, 94, 95, 74) отключает реле К19, включает быстрый ход влево и обеспечивает самопитание. Отключение быстрого хода влево производится выключателем sQ3. Цикл окончен.
Необходимо иметь в виду, что любой рамочный цикл начинается движением быстрого хода стола вправо. Читайте также: Автоматические циклы фрезерных станков
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц. При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать.
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4...7.
Привод главного движения осуществляется от асинхронных электродвигателей трехфазного переменного тока с короткозамкнутым ротором, обозначенных на схеме M1 и М2 (рис.2). Электродвигатель М2 установлен только на станках моделей 6Т82Ш-1 и 6Т83Ш-1. Тип электродвигателей и их технические характеристики приведены в табл.5.
Защита электродвигателей М1 и М2 от токов короткого замыкания производится выключателем QF1 (табл.4), от кратковременных перегрузок - тепловыми реле FR1 и FR2. Технические характеристики тепловых реле FR1 и FR2 приведены в табл.7.
Пуск приводов шпинделей производится нажатием кнопок SB6 или SВ7. При нажатии кнопок включается реле К4, которое своим контактом через второй замыкающий контакт кнопки включает реле времени КТ4. Реле КТ4 своими замыкающими контактами становится на самопитание и включает пускатели КМ1, КМЗ, КМ4. Пускатели KM1, КМ3 обеспечивают питание реле К4 и подключают двигатели M1, М2 и М4 к сети.
Останов приводов шпинделей производится кнопками SВ3 и SB4 "Bce стоп".
Электрической схемой предусмотрено автоматическое торможение приводов шпинделей. В качестве тормозов используются электромагнитные муфты, обозначенные по схеме С10 и С11.
Питание муфт С10 и С11 осуществляется за счет ЭДС самоиндукции электродвигателей M1 и М2 при их останове, через размыкающие контакты реле К4 и трехфазные выпрямители V7...V17 (см.строки 2,3, 4 и 98...103).
Импульсное включение электродвигателя М1 во время переключения скорости вращения главного привода производится кнопкой SB5. При нажатии кнопки включается реле К4, которое своими размыкающими контактами отключает цепи торможения шпинделей, а замыкающий контакт включает пускатель КМ2. Пускатель КМ2 через резистор R1 подключает электродвигатель M1 к электросети. Отключение пускателя КМ2 производится размыкающим контактом реле времени КТ3. Время импульсного включения электродвигателя M1 определяется выдержкой времени размыкающего контакта реле КТЗ (см.строки 32...38).
Для изменения направления вращения и отключения электродвигателей M1 и М2 в их силовых цепях установлены реверсивные переключатели QS1 и QS2.
ВНИМАНИЕ! ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ ВРАЩЕНИЯ ШПИНДЕЛЕЙ ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ОТКЛЮЧЕННЫХ ЭЛЕКТРОДВИГАТЕЛЯХ М1 И М2. Привод перемещения стола
Перемещение стола осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным на схеме М4. Тип электродвигателя и его техническая характеристика приведены в табл.5.
Защита электродвигателя М4 от токов короткого замыкания производится выключателем QF1 (см.табл.4), от кратковременных перегрузок тепловым реле FR4. Техническая характеристика и тип реле FR4 приведены в табл.7.
Включение и отключение электродвигателя стола М4 в ручном и автоматическом режимах управления производится контактом КТ4 при включении привода шпинделя через контакты реле направления движения стола или контактом реле К11 при включении быстрого хода стола.
В толчковом режиме управления включение двигателя стола производится контактами реле при включении направления движения стола, причем пускатель КМ4 становится на самопитание.
Отключение электродвигателя стола производится кнопкой SB8 "Стол стоп" и кнопками SB3, SB4 "Все стоп".
Направление и скорость перемещения стола определяется включением электромагнитных муфт YC1...YC9.
Кнопки SB14, SB15, SB16, реле К5, К6 и муфты YC1,YC2 обеспечивают управление продольным перемещением стола.
Кнопки SB17, SB18, SB19, реле К7, К8 и муфты YC3,YC4 обеспечивают управление поперечным перемещением стола.
Кнопки SB20, SB21, SB22, реле К9, K10 и муфты YC5, YC6 обеспечивают управление вертикальным перемещением стола.
При управлении с бокового пульта направление движения стола выбирается переключателем SA5, а включение и останов производится кнопками SВ8, SB9, SB10.
Кнопки SB11, SB12, реле K11 и муфта YC7 обеспечивают быстрый ход при предварительно включенном направлении движения стола.
Кнопка SB13, переключатель SA6 и муфта YC9 обеспечивают замедленный ход при включенном направлении движения стола.
Быстрое и замедленное перемещение стола возможно только при воздействии на соответствующие кнопки управления или включенном SA6.
Для ограничения свободных выбегов стола при отключении продольного и поперечного ходов схемой предусмотрено торможение противовключением. При включении реле направлений К5...К8 через их контакты включаются реле времени КT1, КТ2, замыкающие контакты которых подготавливают цепи включения реле К2, КЗ. После отключения реле К5...К8 через их контакты и контакты реле KT1, KT2 включаются реле К2, КЗ. Реле К2, КЗ своими контактами подключают муфты противоположных направлений на время выдержки реле KT1, KT2 равной 0,3 - 0,4 с. Во время торможения муфты YС7, YC8, YC9 блокируются размыкающими контактами реле К2, К3, за счет чего получается надежный разрыв кинематической цепи на время торможения (см.строки 20...26, 101, 111).
Привод зажима инструмента осуществляется от асинхронного электродвигателя трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М5. Тип и технические характеристики двигателя приведены в табл.5.
Защита электродвигателя от токов короткого замыкания производится плавкими предохранителями FU1 (табл.2).
Включение привода на зажим и отжим производится переключателем QS3, расположенным на боковом пульте управления. Переключатель QS3 на три положения с самовозвратом в среднее фиксированное положение.
Охлаждение режущего инструмента производится от центробежного вертикального насоса с асинхронным электродвигателем трехфазного переменного тока с короткозамкнутым ротором, обозначенным по схеме М3. Тип насоса и электрическая характеристика двигателя приведены в табл.5.
Защита двигателя насоса от токов короткого замыкания производится плавкими предохранителями FU1, от кратковременных перегрузок тепловым реле FR3. Тип и техническая характеристика реле FR3 приведены в табл.7.
Включение насоса производится переключателем SA2 и замыкающими контактами реле КМ5 при включении привода шпинделя.
В режиме ручного управления электрическая схема обеспечивает управление приводами станка от кнопок, включение и отключение приводов описано выше CM.6.1...6.4.
При установке на станке круглого стола, связанного с кинематикой привода стола, электрическая схема в ручном режиме управления обеспечивает управление круглым столом. Для описания ручного режима управления рассмотрим работу станка при движении стола влево. Перед пуском приводов станка необходимо выполнить ряд вспомогательных операций:
Пуск двигателей шпинделя и стола производится кнопками SB6 или SB7.
Пуск привода стола влево в режиме рабочего хода производится кнопкой SB15, при воздействии на которую включается реле К5. Реле К5 замыкающими контактами включает реле КT1, муфты YC1; YC8. Стол движется влево в режиме рабочего хода.
При воздействии на кнопки SB11 или SB12 включается реле К11, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту быстрого хода YC7. Стол получает движение в том же направлении в режиме быстрого хода. При освобождении кнопок SB11 или SB12 реле K11 и муфта YC7 отключаются, а муфта YC8 включается, вследствие чего стол продолжает движение в том же направлении в режиме рабочего хода.
При включенном переключателе SA6 или воздействии на кнопку SB13 включается реле K12, которое своими контактами отключает муфту рабочего хода YC8 и включает муфту замедленного хода YC9. Стол движется в том же направлении в режиме замедленного хода. При освобождении кнопки SB13 или переключении переключателя SA6 в нулевое положение реле K12 отключается. Стол переходит в режим рабочей подачи. Величина замедленного хода равна половине установленной скорости перемещения стола.
Останов привода стола производится кнопками SB8, SB14 или кнопками SB3, SB4 одновременно с отключением привода главного движения. При одновременном отключении приводов привод главного движения отключается позднее привода стола на 1..1,5 секунды. Выдержку времени обеспечивает реле времени КТ4 своим контактом.
Управление приводом стола в других направлениях аналогично выше описанному.
Режим толчкового управления обеспечивает те же операции управления столом, что и ручной режим. В этом режиме перемещение стола возможно только при воздействии на пусковые кнопки.
Режим толчкового управления предназначен для наладки станка, точного подвода заготовки при включенном и отключенном главном приводе, а также для обработки по криволинейным образующим на малых скоростях перемещения стола.
При установке добавочных кулачков, воздействующих на путевой выключатель SQ9, SQ10 циклы а, б, в, г преобразуются в скачкообразные циклы типа: быстрый ход, рабочий ход, быстрый ход, рабочий ход и так далее.
При включенном переключателе SA6 все циклы преобразуются в циклы с замедлением рабочего хода при врезании.
Для того, чтобы настроить станок на какой-либо цикл, необходимо по обрабатываемой детали расставить кулачки, воздействующие на путевые выключатели SQ3...SQ10. В зависимости от цикла обработки стол отвести в крайнее положение, ограничивающий ход стола выключатель должен быть нажат.
Переключатель SАЗ установить в режим автоматического управления, а переключатель SА7 установить в положение выбранного цикла. При работе станка по рамочным циклам переключатель SА7 устанавливается в положение "рамка", а переключателем SA4 выбирается необходимый вид рамки, в других циклах SA4 устанавливается в положение "О".
При наладке станка на циклы "Ж" и "К" в станции управления необходимо произвести следующие переключения по доработке, приведенной в принципиальной электросхеме:
Для описания работы электросхемы станка в автоматическом режиме управления рассмотрим цикл "простой влево с реверсом".
Работа станка по циклу начинается с зажима заготовки, после чего нажимается кнопка быстрого хода SB11.
При нажатии кнопки SB11 включается реле К15, через замыкающий контакт путевого выключателя SQ4.2. Реле К15 своими замыкающими контактами включает реле К5, К11, К13 (см. строки 48, 78, 82).
Реле К5 включает муфту YC1, реле времени КT1 становится на самопитание и подготавливает цепи включения муфт YС7, YС8, YC9 (см.строки 20, 46, 101, 112). Реле К11 включает муфту YС7 и становится на самопитание.
Реле цикла К13 своими замыкающими контактами включает реле автоматики - К20, реле К4 и КТ4. Реле К4 и КТ4 обеспечивают включение приводов стола, после чего стол начинает движение со скоростью быстрого хода влево. Реле К20 обеспечивает необходимые блокировки в режиме автоматического управления (см. строки 35, 72, 80, 97).
При движении стола влево нажимается путевой выключатель SQ9, который своим размыкающим контактом отключает реле К11. Муфта YС7 отключается, а муфта YС8 включается, вследствие чего стол переходит на режим рабочей подачи. Если переключатель SA6 поставлен в режим "замедленная подача", то замыкающий контакт выключателя SQ9 включит реле К12, которое обеспечит цепь включения муфты замедленного хода YC9 на время воздействия кулачка на выключатель SQ9. После освобождения выключателя SQ9 стол продолжает движение влево в режим рабочей подачи. При дальнейшем движении стола нажимается путевой выключатель SQ3, который ограничивает ход стола влево и включает реле К14 (см. строки 47, 84). Реле К14 включит быстрый ход стола вправо (см.строки 54, 77). Отключается быстрый ход ограничивающим движение вправо путевым выключателем SQ4. После отключения быстрого хода происходит торможение перебегов стола и отключение главного привода контактом реле КТ4, после чего отключается привод стола и происходит торможение главного привода. Цикл окончен.
Цикл "Простой вправо с реверсом" аналогичен выше описанному.
Для получения циклов скачкообразных добавляется комплект кулачков, которые воздействуют на выключатели SQ3 и SQ4, а схема работает следующим образом.
При движении стола влево со скоростью подачи нажимается выключатель SQ10, контакт которого включит реле К17. Реле К17 включает реле К11, а реле К11 отключит муфту подачи и включит муфту быстрого хода. Стол продолжит движение влево на быстром ходу. По ходу влево повторно нажимается выключатель SQ9, который отключит быстрый ход и включит рабочую подачу. Далее схема описана выше.
В простых циклах "Простой влево" и "Простой вправо" работа схемы полностью соответствует первой части реверсивных циклов. Так как реле реверсивных циклов К14 и К15 отключены переключателем SA7. то окончание циклов и отключение приводов производятся ограничивающими выключателями хода стола левого - SQ3, правого - SQ4. Причем, отключение может быть произведено как после рабочей подачи, так и после быстрого хода.
Для обеспечения работы станка до маятниковому циклу в схеме изменены функции выключателя SQ10 И введено реле маятникового цикла К16.
Маятниковый цикл включается при любом крайнем положении стола. При включении цикла с быстрым ходом влево выключатель SQ9.1 шунтируется контактом реле К5 (см.строки 75, 73), а быстрый ход отключает выключатель SQ10.1, после чего движение стола переходит в режим рабочей подачи. Замедление при врезании обеспечивается контактами реле К16 и К17 (см.строка 76). Ограничение движения стола в режиме подачи и реверс на быстрый ход вправо обеспечивает выключатель SQ3. При быстром ходе вправо контактом реле К6 шунтируется выключатель SQ10.1, отключение быстрого хода и включение рабочей подачи обеспечивается выключателем SQ9.1. Ограничение движения стола в режиме рабочей подачи и реверс на быстрый ход влево обеспечивается выключателем SQ4. Остановку цикла производить предпочтительно в крайних положениях стола кнопками SB3 И SB4.
Для обеспечения работы станка по рамочным циклам в схему введены реле К18, К19 и переключатель SA4.
Начало цикла соответствует циклу "Простой вправо с реверсом".
При ограничении рабочего хода вправо выключателем SQ4 реле К15 своими контактами (см.строки 59, 68) включает рабочую подачу вперед (вниз). Отключается подача вперед (вниз) путевыми ограничивающими выключателями SQ5 (SQ8). Одновременно выключатели SQ5 (SQ8) включают рабочую подачу влево (см. строки 48, 49, 50). При движении стола влево в режиме подачи нажимается путевой выключатель SQ10, который своим контактом (см.строки 91, 95) включает реле К19. Реле К19 своими контактами (см.строки 47, 60, 67) отключает подачу влево и включает подачу назад (вверх). Отключается подача назад (вверх) ограничивающими путевыми выключателями SQ6 (SQ7), одновременно выключатели SQ6 (SQ7) включают реле К18. Реле К18 своими контактами (см. строки 93, 94, 95, 74) отключает реле К19, включает быстрый ход влево и обеспечивает самопитание. Отключение быстрого хода влево производится выключателем sQ3. Цикл окончен.
Необходимо иметь в виду, что любой рамочный цикл начинается движением быстрого хода стола вправо. Читайте также: Автоматические циклы фрезерных станков
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц. При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать.
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4...7.