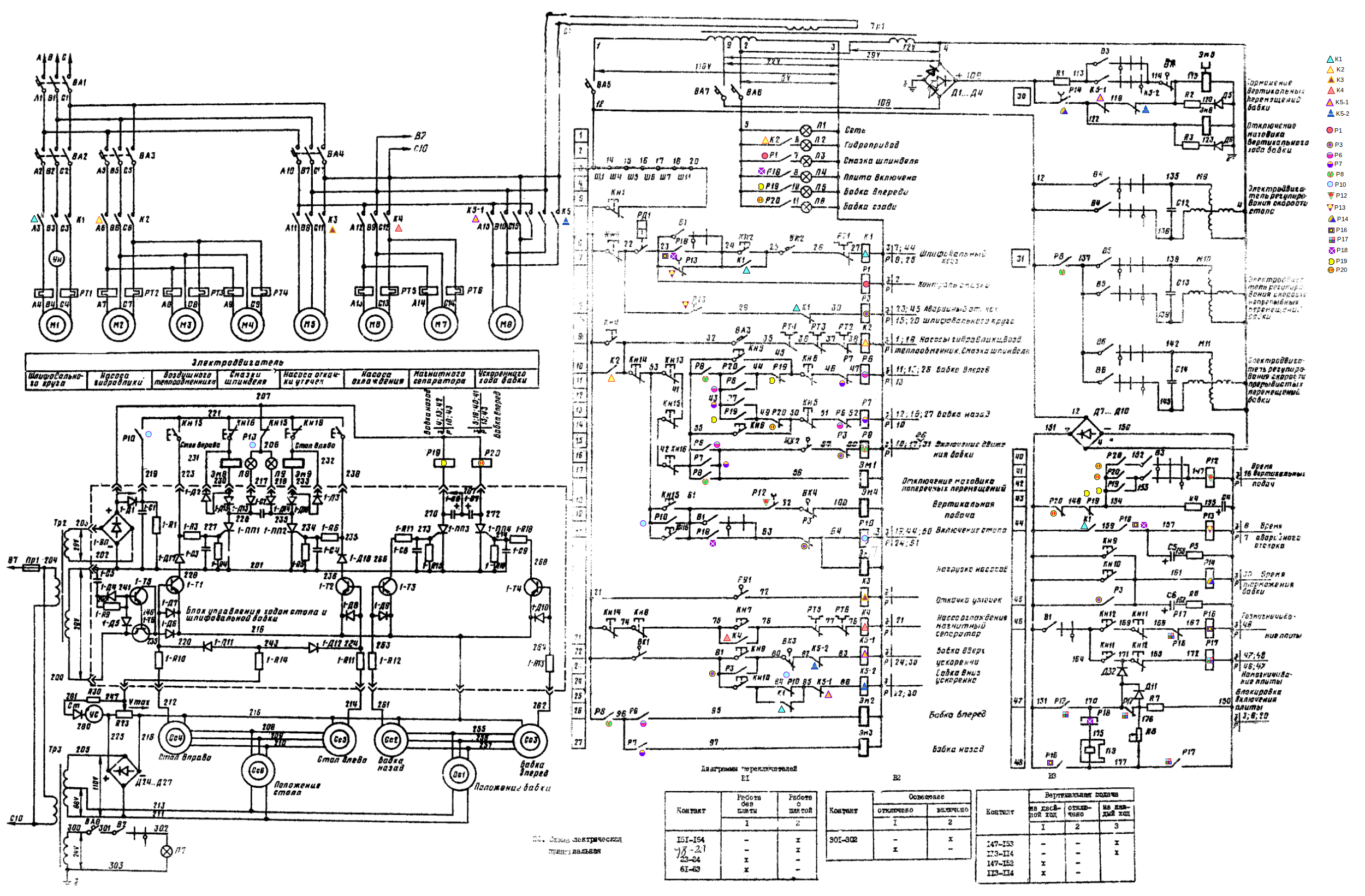
В электросхеме с множеством однотипных элементов трудно разбираться. Чтобы было легче находить нужный элемент на схеме, а также отличать элементы, обозначенные одинаково, я добавил к обозначениям цветные геометрические фигуры. Одинаковые фигуры означают, что элементы рядом с ними относятся к одному устройству (например, контактору, реле или переключателю). Я называю эту технологию колористикой. Описание взято из паспорта станка. который я нашёл в интернете. Я сделал его в двух вариантах:
І. КРАТКАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУДОВАНИЯ
І.І. На станке и агрегатах гидропривода, охлаждения и смазки установлены электродвигатели:
-
М1 шлифовального круга;
-
М2 насоса гидропривода;
-
МЗ, М11 воздушного теплообменника;
-
M4 установки смазки;
-
М5 правки круга;
-
M6 насоса охлаждения;
-
М7 магнитного сепаратора;
-
М8 фильтра-транспортера;
-
М9 дросселя регулирования скорости стола;
-
M1O насоса охлаждения масла;
-
M12 ускоренного перемещения шлифовальной бабки;
-
М13 поперечной подачи стойки;
-
M14 вертикальной подачи бабки;
-
электромагнитная плита YH1;
-
электромагнитный гидропереключатель YA3 хода стола;
-
электромагнитные гидропереклCчатели YA8, YA9 реверса стола;
сельсин-датчики :
-
ВСІ положения стола;
-
ВС2 положения стойки;
-
BC3 положения бабки;
путевые выключатели:
-
sQ1, sQ2 ограничения перемещения бабки в крайних положениях;
-
sQ5, sQ6 ограничения перемещения стойки в крайних положениях;
-
sQ3 разрешеная правки;
-
sQ10 разрешения поперечной подачи;
-
sQII включения фильтра-транспортера;
-
устройство цифровой индикации УЦИ положения бабки;
-
электрошкаф 3Л722А.085.000;
-
пульт управлення;
-
пульт сигнальный 3Л722A.855,000;
-
светильник местного освещения EL8.
І.2. Установленная мощность электроприемников 20 кВт.
1.3. Электрошкаф и пульт управления установлены на станине станка; пульт сигнальный, устроство цифровой индикации и светильник местного осведения - на корпусе электрошкафа.
4. РЕЖИМЫ РАБОТЫ СТАНКА
Схема электрическая принципиальная приведена на рис.I...7.
Станок имеет режимы работы:
-
движение стола с автоматическим реверсом;
-
автоматическая поперечная подача стойки; производится в точках реверса стола (в одной или в нескольких в зависимости от выбора условий подачи);
-
автоматический реверс перемещения стойки;
-
автоматическая ветикальная подача шлифовального круга (бабки); производится в точках реверса стойки (а одной или в каждой в зависимости от выбора условий подачи) или в точках реверса стола (в одной или в каждой) при неподвижной стойке;
-
движение стола с автоматическим реверсом без подачи (выхаживание);
-
наладочный (ручной) режим; все движения на станке производятся от кнопок управления; при этом можно производить: толчковую подачу шлифовального круга на величину, заданную переключателями, ползучую подачу шлифовального круга (неразборчиво) электродвигателя; ускоренную подачу шлифовального круга от асинхронного электродавателя; непрерывную подачу стойки; ход стола с автоматическим ревepсом;
-
режим правки шлифовальльного круга; при этом ход стола исключен; стойка перемещается непрерывно на замедленной скорости с автоматичским реверcoм (от двигателя правки М5): подача шлифовального крута производится как автоматически, так и в ручном режиме;
на столе может устанавливаться магнитняя плита, поэтому имеются режимы работы станка с плитой и без плиты; режим выбирается переключателем SA3. установленным в электрошкафу.
5. СХЕМА УПРАВЛЕНИЯ СТАНКОМ
5.І. Управление движением стола и стойки производится с помощью системы контроля положения стола (стойки) сельсином-датчиком ВСІ (ВС2), кинематически связаным со столом (стойкой). Задание точек реверса стола (стойки) производится сельсинами BB2, BВЗ (BВA, ВB5), установленными на пульте управления.
В момент перехода через положение согласования осей сельсинов ВС1 и ВВ2, ВСІ и ВВ3 включается соответствующий тиристор и отключается противоположный (траггерный режим, схема электрическая принципиалыная на рис.6). Происходит реверс стола. В схеме реверса стола включение соответствующего тиристора происходит также в момент перехода через положение (согласования?) осей сельсинов ВС2 и BВ4, ВС2 и ВВ5. Происходит реверс стойки. Отключение тиристора дрсисходит в этой же точке в момент выхода стойки из зоны реверса (ключевой режим). Для выхода стола или стойки в крайнее положение необходимо держать нажатыми соответствующие кнопки пуска. Для остановки стола в любом положении необходимо нажать кноску sB6 (а может, 8) "Стоп стола".
5.2. Скорость стола регулируется гидравлическим дросселем, вращение которого производится редукторным электродвигателем М9. Управление двигателем – ручное с пульта управления. С валом гидравлического регулятора связан резистор обратной связи R16, с которого снимается сигнал на прибор индикатора скорости стола PVI, с этого же резистора поступает сигнал в схему компенсации величины пробега стола при изменении скорости стола.
5.3. Поперечная подача стойки. Поперечная подача стойки может быть толчковой (на величину, заданную резистором R73); непрерывной (ускоренной в режиме обработки и замедленной в режиме правки) и ручной от маховика.
Для получения толчковой (прерывистой) подачи тяга выбора поперечних перемещений должна находиться в среднем положении, нажат путевой выключатель sQ10, сигналы на подачу поступают от блока реверса ЗЛ722A 850,000 в точках реверса стола.
Непрерывная подача производится при том же положении тяги выбора поперечных перемещений, включение подачи - от кнопок sВІ, sВІ4.
Для получения замедленной непрерывной подачи тяга выбора поперечных перемещений должна быть в утопленном крайнем положении. Включение подачи - от кнопок sВІЗ, sВІ4.
Ручная подача от маховика производится в крайнем вытянутом положении тяги выбора поперечных перемещений, при этом механическая подача от двигателей невозможна (контакты путевых выклчателей sQ3 и sQ10 разомкнуты).
5.4. Величиина автоматической поперечной подачи стойки задается временем включения асинхронного электродвигателя М13 привода стойки. Выдержка времени
формируется реле времени (элементы DD11, DD12, DD13) и задается резистором R73.
Комутация электродвигателя производится бесконтактым тиристорным пускателем A2.
В точках реверса стола (в одной или в каждой) подается "I" на вход реле времени. В зависимости от положения рукоятки резистора R73 на выходе усилителя (DD13) появляется импульс определенной длительности, включающий пускатель А2.
5.5. Вертикальная подача шлифовального круга. Схема электрическая принципиальная - на рис. 3. 4.
Вертикальная подача производится шаговым двигателем, при этом величана толчковой подачи дозируется переключателем SA7 и осуществляется числовой скечоя управления (элементы ДрІ... ppIO, DDI4...орг5) и силови тирасторка коммутатором обмоток шагового двигателя. Переключателем SAS выбираюся условия подачи:
-
от хода стола или хода стойки;
-
подача на каждый или двойной ход стола (стойки);
-
ручной (наладочный) режим.
Ускоренное перемещение бабки осуществляется асинхронным электродвигателем М12, управление электродвигателем М12 - кнопками sB9, sB10 с пульта управления.
5.6. Числовая схема управления вертикальной подачей. Функциональная схема - на рис.9.
Схема включает:
-
задающий генератор-мультивибратор (DD14... DD16);
-
входное устройство (DD1, DD2-I);
-
пусковой триггер (DD3), сохраняет информацию при переключениях переключателя sА7;
-
счетную схему (DD17.. .DD24), позволяющую получить величину подачи от 1 до 123 мм;
-
схему защиты (DD25,DD2-2, peлe KVI7); схема отключает станок при неисправноста счетной схемы;
-
распределитель имульсов (DDб...DDIO);
-
силовой коммутатор на тиристорах vs3...
...vs6;
-
источник тока (конденсаторы СІ....3, трансформатор Т4, диодсый мост VD56...VD61), осуществляет форсировку и номинальный режим питания - шагового электродвигателя MI4;
-
схему защиты от перенапряжения (реле KV18, резистор R8?), отклюачает источник тока при обрыве цепей обмоток шаговото двигателя;
-
источник питания элементов "Логика-T" AI.
В исходном состоянии из схем управления ходом стола и стойки сигналы на вертикальную подачу не поступают. С выхода соответствующего счетного триггера, определяемого переключателем SA7, снимается сигнал "І", элемент DD5-2 не пропускает импульсы задающего генератора. Шаговый двигатель находится в заторможенном состоянии. При поступлении сигнала от схемы хода стола (реле KVI, KV2) или стойки (реле КVЗ. КV4) в зависимости от положения переключателя sA6 на вход элемента DD1 подается сигнал "І". Через 0,I с сигнал "І" подается на вход элемента DD3-І.
На выходе DD5-2 появляются импульсы управления силовым коммутатором. Одновременно эти же импульсы поступают на вход счетчика. После заполненая счетчика на его выходе пoявляется сигнал "І", который запирает элемент DD5-2, и импульсы перестают поступать в силовой коммутатор. Шаговый двигатель отработал заданный угол и остановился в заторможенном состоянии (через пару обмоток идет ток). Схема приходит в исходное состояние, с приходом сигнала от стола или стойки цикл подачи повторяется.
Толчковая подача производится кнопкой sВІ5. При этом цикл работы схемы подачи аналогичен oписанному выше. Для (неразборчиво ..учей) подачи сигнал "1" через контакт кнопки sBӀ6 поступает на вход DD5-1 и все время, пока нажата кнопка sВІ6, ипульсы поступают в силовой коммутатор и шаговый двигатель вращается. Ускоренное перемещение бабки производится кнопками sB9, sB10; коммутируется пускатель КМ6 и включает двигатель М12.
5.7. Управление электромагнитной плитой. При нажатии кнопки SB11 включается реле KVI4, плита намагничивается, зажигается лампа Н5. При нажатии кнопки sB12. реле KVI4 отключается. Плита отключается. Включается реле KV13 и подключает плиту на напряжение противоположной полярности. Плита размагнивается. При отпускании кнопки sB12 размагничиваниe прекращается.
5.8. Схемы управления остальными приводами станка понятны из принципиальной схемы станка.
6. ЗАЩИТА, СИГНАЛИЗАЦИЯ, БЛОКИРСКИ
6.І. Защита
Защита электрооборудования от коротких замыканий осуществляется автоматическими выключателям и плавкими предохранителями. Защита электродвигателей от перегрузки осуществляется тепловыми реле.
Нулевая защита обеспечивается магнитными пускателями.
6.2.Сигнализация
На сигнальном пульте имеются:
-
лампы H1...Н10, их назначение понятно из принципиальной схемы;
-
лампа (Н9?) зажигается при включении шагового двигателя;
-
измеритель нагрузки двигателя шлифовального круга РА1;
-
индикатор скоростна стола PVІ.
-
в электрошкафу имеюся светодиоды Нl10...НlІЗ для индикации работы силового коммутатора. Свечение диода показывают, что в данном канале включена обмотка шагового двигателя.
6.3. Основные блокировки и меры
безопасности
5.3.І. Блокировки
Дая безопасной работы на станке в электросхеме станка имеются следущие основные блокировки:
-
при отключения электромагнитной платы во время работы станка прекращается длижение стола, стойи, отключается двигатель шлифовального круга, происходит отскок шлифовального круга от изделия;
-
если магнитная плита не включена, невозможны пуск двигателя шлифовального круга, стола, перемещения шлифовальной бабки вниз и перемещение стойки;
-
аварийный отскок шлифовального круга произойдет при движущемся столе в результате отключения электромагнитной плиты или аварийного отключения двигателя шлифовального круга (не от кнопки sB13 "Стоп круга") или неисправности схемы управления шаговым двигателем вертикальной подачи;
-
Ускоренное перемещение шлифоовальной бабка вниз невозможно при отключенной магнитной плите или движущемся столе;
-
перемещение стойки и шлифовальной бабки невозможно за пределы их крайних положений;
-
автоматическое и ручное перемещение стойки одновременно невозможно;
-
одновременное включение электродвигателей ускоренного и замедленного перемещения стойки невозможно;
-
вертикальная подача шлифовального круга от шагового двигателя невозможна, если отключена магнитная плита или неисправна схема управления вертикальной подачи;
-
ручное перемещение бабки от маховика невозможно при отключенной плите (включена муфта блокировки УС4).
6.3.2. Меры безопасности
Так как станок может работать без электромагнитной плиты, схеме станка имеется переключатель sАЗ режимов работы с плитой и без плиты; во всех вышепeречисленных блокировах включенное состояние плиты в режиме работы без плиты иттируют соответствующие контакты переключателя.
Автоматический выключатель Q6 при отсоединенном шаговом двигателе М14 включать запрещается, так как в противном случае в цепях силового коммутатора могут возникнуть опасные перенапряжения.
7. ОБСЛУЖИВАНИЕ, НАЛАДКА
2.1. Рекомендами по обслуживанию оборудования
Периодически проверять качестно заземленая станка внешним осмотром и измерением сопротивления между доступными для касания металлическими частями станка и электрооборудования и зажимом для заземления на вводе станка, которое должно быть не более 0,1 Ом.
Периодически проверять состояние электрооборудования. Детали электроапаратов должны быть очищены от пыли и грязи. Образующийся нагар на контактах должен быть удален при помощи бархатного напильника или стеклянной бумаги. При осмотре контактной аnаратуры одращать внимание на надежность замыкания и размыкания контактов. Ослабленные клеммные соединения при необходимости зачистить и подогнуть.
7.2. Сигнализация замыкания цепей управления 110 В на землю
В нормальном режиме лампа Н10 не горит. При замыкании цепи управления на землю лампа Н10 горит полным накалом. В этом случае нужно закончить цикл обработки детали, отключить станок и устранить неисправность.
7.3. Наладка
Наладку устройства дистанционного управления столом производить в следующей последовательности:
-
открыть панель пульта управления;
-
проверить правильность соединения фаз сельсина-датчика BС1 и сельсинов ВЕ2 и ВЕ3;
-
отвернув пальцы за дисках сельсинов ВЕ2 и ВЕ3, снять диски с сельсинов;
-
-вывести стол в крайнее левое положение;
-
вращая ротор сельсина ВЕ2, убедиться, что за полный оборот ротора лампа HI половину оборота горит, а половину - погашена; после этого вывести ротор сельсина BE2 в зону, где лампа погашена, и, вращая его по часовой стрелке, дождаться зажигания лампы HI; это положение ротора сельсана В2 соответствует команде на реверс стола "вправо";
-
вывести стол в крайнее правое положение;
-
вращая ротор сельсина ВЕЗ. убедиться, что за полный оборот ротора половину оборота лампа Н2 горит, а половину - погашена, после этого вывести ротор сельсина ВЕ3 з зону, где лампа погашена, и, вращая его против часовой стрелки, добиться зажигания лампы Н2; это положение ротора сельсина ВАЗ соответствует команде на реверс стола "влево";
-
установив минимальную скорость стола, проверить правильность его хода;
-
остановить стол; удерживая роторы сельсинов от проворота , установить диски в положение, когда пальцы касаются упора; ввертывая пальцы, застопорить диски.
Наладку устройства дистанционного управления стойкой производить в следующем порядке:
-
открыть панель пульта управления;
-
проверить правильность соединения фаз сельсина-датчика ВС2 и сельсинов BЕ2 и BE5;
-
отвернув пальцы на дисках сельсинов BE4, BЕ5. снять диски с сельсинов;
-
вывести стойку в крайнее переднее положение;
-
вращая ротор сельсина ВЕ4, убедиться, что за полный оборот ротора лампа Н7 половину оборота горит, а половину - погашена; после этого вывести ротор сельсина ВЕ4 в зону, гда лампа погашена, и вращая его по часовой стрелке, добиться зажигания лампы H7; это положение ротора сольсина BE4 соответствует команде на реверс стойки "назад";
-
вывести стойку в крайнее заднее положение;
-
вращая ротор сельсина ВЕ5, убедиться, что за полный оборот ротора лампа Н8 половину оборота горит, а половину - погашена; после этого вывести ротор сельсина ВЕ5 в зону, гда лампа погашена, и вращая его против часовой стрелки, добиться зажигания лампы H8; это положение ротора сольсина BE5 соответствует команде на реверс стойки "вперёд";
-
проверить правильность хода стойки;
-
остановить стойку; удерживая роторы сельсинов от проворота , одеть диски в положение, когда пальцы касаются упора; ввертывая пальцы, застопорить диски.